
Карданный вал ПАЗ размеры
Малые и средние автобусы Павловского завода пользуются серьезной популярностью во всех государствах постсоветского пространства. Причем вне зависимости от того, в чьем владении они находятся, эксплуатация этих машин проходит очень интенсивно, и часто в тяжелых условиях. Рано или поздно это приводит к износу элементов трансмиссии, и приходиться их ремонтировать или искать новые на замену, поэтому тема, касательно того, какие на карданный вал ПАЗ размеры встречаются, будет интересной многим…
Почему так важно придерживаться норм
Технологическая суть использования кардан-шарниров заключается в возможности реализации передачи крутящего момента, то есть, вращения между двумя несоосными агрегатами. В автостроительстве такая потребность вызвана тем, что даже при изначальном размещении двух узлов, например, КПП и редуктора (главной пары) ведущего моста так, чтобы выходящий вал первой и входящий второй были точно отцентрованы, при движении соосность будет нарушаться.
Выбоины и кочки, повороты и торможения, изменение весовых нагрузок – все это приводит к деформациям рамы. Соответственно, пусть и незначительно, но все узлы-агрегаты, размещенные напрямую или опосредственно на ней, будут изменять свое взаимное пространственное месторасположение. Если сопрягающий вал будет слишком жестким, то начнутся проблемы при вращении. С другой стороны, если попробовать реализовать чрезмерно свободное соединение, «с запасом», то это снизит прочность сопряжения, нарушит точность передачи и вызовет чрезмерный износ.
Перечисленные «эпизоды» касаются таких габаритных параметров, как длина карданной передачи, свободного хода шлиц-соединения, и ДШВ кардан-шарниров. Угол, который, между прочим, для нормальной работы кардан-шарнира ограничен 15о, а для возможности его функционала в принципе (пусть и с большими потерями) 20-22 градусами, по сути, динамичен. Но вот варьируя величины деталей можно организовывать связь между разными точками.
Правда, увеличение или уменьшение вилки, крестовины или диаметра трубы-вала тоже происходит с учетом ряда моментов. Так избыточно толстая конструкция и весить будет заметно больше, а слишком «деликатные» детали просто не справятся с нагрузками, которые на них придутся. нередко в одном и том же автомобиле привода разных мостов могут иметь неодинаковую толщину из-за неодинаковых степеней оказываемого воздействия и связанной с этим оптимизации конструкции трансмиссии. Влияют на окончательную форму-размер и превалирующие климатические условия.
Так избыточно толстая конструкция и весить будет заметно больше, а слишком «деликатные» детали просто не справятся с нагрузками, которые на них придутся. нередко в одном и том же автомобиле привода разных мостов могут иметь неодинаковую толщину из-за неодинаковых степеней оказываемого воздействия и связанной с этим оптимизации конструкции трансмиссии. Влияют на окончательную форму-размер и превалирующие климатические условия.
Отдельно всегда рассматриваются параметры соединительных фланец-вилок – кроме уже перечисленных нюансов, здесь нужно учитывать еще и вопрос возможности сопряжения. Фланцы КП, РК и редуктора у производителей, а часто и в разное время выпуска у одного и того же изготовителя, отличаются своей формой, размером, конфигурацией посадочной плоскости (буртики, центровочные детали и так далее), количеством и диаметром крепежных отверстий. И бывает достаточно миллиметра разницы, чтобы сделать невозможной саму установку кардана либо спровоцировать потери и (или) чрезмерное изнашивание комплектующих.
Каждому автобусу свой размер
Любой автопроизводитель старается максимально унифицировать системы своей техники, но бывает и так, что даже внутри одной модельного ряда есть некоторые различия – по компоновке силового агрегата и ходовой, по длине колесной базы, по комплектации и схеме трансмиссии. Все это приводит к тому, что на карданный вал ПАЗ размеры, в общем, не являются догмой. Мало того, одну и ту же машину при определенных условиях могут комплектовать по-разному !
Такое случается, если есть существенная разница между условиями эксплуатации, к примеру, один из автобусов единовременно выпущенной партии используется только для городских перевозок, а второй служит на проселочных дорогах. Соответственно для первого можно обойтись стандартными параметрами, а второму желателен кардан с усиленным шарниром и увеличенным рабочим ходом.
Для систем составных кардан-передач отличия в размерах могут заключаться и в разной длине каждой из составляющих. Обычно это связано с тем, что изменяется место крепления промежуточной опоры, а так как оптимальной считается схема, где подвесной подшипник располагают на хвостовике вала переднего кардана, то его, а соответственно и парного габариты варьируются.
Обычно это связано с тем, что изменяется место крепления промежуточной опоры, а так как оптимальной считается схема, где подвесной подшипник располагают на хвостовике вала переднего кардана, то его, а соответственно и парного габариты варьируются.
Выбирать карданную передачу взамен износившейся или поврежденной можно несколькими путями:
- По модификации техники – те самые буковки или «лишние» цифры после основного индекса помогут выяснить точные размеры штатной кардан-передачи ПАЗ или ее возможных аналогов. Главное, не перепутать с индексом модификации
- По артикулу детали – еще со времен СССР каждое изделие на заводах получает свой артикул, и изменение любого параметра автоматически добавляет (изменяет) цифры. Так что, зная нужный цифровой «код» найти кардан должного размера очень легко
- По реальным габаритам – этот вариант пригодиться, если вы или продавец не знаете ни первого, ни второго.
 Снимается старый вал, измеряются все его основные составляющие, и уже по полученным данным подбираются искомые комплектующие. Кстати, практически во всех каталогах общая длина вала-передачи указана при сжатом шлицевом соединении!
Снимается старый вал, измеряются все его основные составляющие, и уже по полученным данным подбираются искомые комплектующие. Кстати, практически во всех каталогах общая длина вала-передачи указана при сжатом шлицевом соединении!
 Снимается старый вал, измеряются все его основные составляющие, и уже по полученным данным подбираются искомые комплектующие. Кстати, практически во всех каталогах общая длина вала-передачи указана при сжатом шлицевом соединении!
Снимается старый вал, измеряются все его основные составляющие, и уже по полученным данным подбираются искомые комплектующие. Кстати, практически во всех каталогах общая длина вала-передачи указана при сжатом шлицевом соединении!Но есть еще один обязательный момент, который необходимо учитывать. Популярность «Пазиков» обуславливает большое количество фирм и компаний, занимающихся изготовлением комплектующих к ним. Среди производителей немало и таких, что особо не утруждают себя идеальным соблюдением габаритов изделий, а чем это может обернуться, вы уже знаете. Поэтому, если вы хотите получить карданную передачу на ПАЗ, размеры которой будут соответствовать заявленным, то отнеситесь ответственно, в первую очередь, к выбору продавца.
Наша компания ООО «Лидер» на рынке автозапчастей уже более двух десятилетий, а те карданы и детали к ним, что мы предлагаем, изготовлены ОАО «Белкард». Поэтому, как габаритное, так и физическое соответствие наших товаров стандарту автопроизводителя гарантированы.
Проклятье ПАЗа: почему СССР с уникальными образцами так и не стал лидером в производстве автобусов
Сегодня российские автозаводы не могут похвастаться передовыми разработками и позициями. Но так было не всегда. Стремясь «догнать и перегнать», отечественные инженеры иногда даже опережали мировые тренды, но Госплан ставил их на место — место бесконечно отстающих и бесконечно догоняющих. В СССР производили уникальные машины, которые по достоинству ценили на Западе. Однако дальше образца, единичной модели, дело не шло. Максим Фишер рассказывает, как Павловский автобусный завод с уникальными разработками, удостоенными наград на Западе, стал жертвой инертности советской экономики.
Примеров неторопливости отечественного автопрома можно привести много. «Волги» первого поколения были освоены лишь спустя 5 лет после запуска в серию западных аналогов. Первый в СССР по-настоящему народный автомобиль ЗАЗ-965, он же «горбатый Запорожец», стартовал в массовом выпуске тоже много лет спустя после освоения его итальянского прообраза Fiat-600. Наконец, в случае со второй «Волгой», ГАЗ-24, дела со сроками обстояли еще хуже — разработка стартовала в самом начале 1960-х, в 1967-м новую «Волгу» начали производить штучно и лишь в 1970-м поставили на конвейер. Для сравнения, в США срок освоения очередной модели в те годы составлял в среднем от полугода до двух-трех лет.
1965 год, первые 24-е «Волги» проходят испытания. До освоения модели на конвейере остаётся долгих пять лет.1/2
1965 год, первые 24-е «Волги» проходят испытания. До освоения модели на конвейере остаётся долгих пять лет.2/2
Павловский автобусный завод в традициях тех лет тоже постоянно опаздывал.
Год за годом инженеры Павловского завода приобретали опыт. Десятки опытных образцов испытывались в различных регионах СССР, по итогам испытаний вносились изменения в конструкцию. На основе наработок из Горького павловцы разработали свой первый собственный автобус — ПАЗ-652. Это была машина с бескапотной компоновкой: она представляла собой «вагон» без выступающего вперед двигателя.
Первая собственная модель Павловского завода – ПАЗ-652, и ее наследник ПАЗ-672 1/2
Первая собственная модель Павловского завода – ПАЗ-652, и её наследник ПАЗ-672 2/2
В 1958 году Павловский автобусный завод построил первый товарный экземпляр ПАЗ-652. Его черты сегодня узнает большинство россиян старше 20 лет, хотя настоящих 652-х в ходовом виде в наше время осталось всего лишь несколько штук. Все дело в том, что эти формы затем перекочевали на модель 672, которая производилась до 1989 года и которую до сих пор можно встретить на наших дорогах. Эти округлые автобусы с мощными отопителями и затемненными окошками в скатах крыши стали символом комфорта и уюта сразу для нескольких поколений.
Начиная с ПАЗ-652, по нынешним меркам архаичного и примитивного, ПАЗ вступил в новую эпоху, в которой он впоследствии строил уникальные даже по мировым меркам образцы. К сожалению, почти всем из них так и суждено было остаться единичными экспериментальными экземплярами — гигантский труд советских инженеров, который оценили по достоинству в том числе и в капиталистических странах, ушел «в стол» — плановая экономика и межведомственные конфликты не дали этим машинам стать украшениями наших улиц. У Павловского автозавода есть как минимум 5 уникальных моделей, которыми он мог бы по праву гордиться, сложись история иначе.
К сожалению, почти всем из них так и суждено было остаться единичными экспериментальными экземплярами — гигантский труд советских инженеров, который оценили по достоинству в том числе и в капиталистических странах, ушел «в стол» — плановая экономика и межведомственные конфликты не дали этим машинам стать украшениями наших улиц. У Павловского автозавода есть как минимум 5 уникальных моделей, которыми он мог бы по праву гордиться, сложись история иначе.
1. 1963 год: Макет-63
В СССР действовали две системы обозначений для автомобилей. Первая, образца 1945 года, предоставляла каждому заводу индекс в определенном диапазоне от 1 до 999. Например, ЗИЛ-130 получил номер в диапазоне 100-199, ГАЗ-24 — в диапазоне 1-99, Москвич-412 — в диапазоне 400-449 и так далее. В 1966 году появилась еще одна, более сложная система стандартизации, согласно которой новинкам автопрома выдавались четырехзначные номера (ВАЗ-2101, Москвич-2140, ГАЗ-3102).
Однако все это не касалось экспериментальной, не вышедшей в серийный выпуск продукции. Именно поэтому макетный образец автобуса ПАЗ, построенный в 1963 году, так и остался по сути безымянной моделью. Его называли «Макетом-63» или по номеру кузова — ЭЦ-83 («продукция экспериментального цеха, образец №83»).
Именно поэтому макетный образец автобуса ПАЗ, построенный в 1963 году, так и остался по сути безымянной моделью. Его называли «Макетом-63» или по номеру кузова — ЭЦ-83 («продукция экспериментального цеха, образец №83»).
Эта машина была значительно более прогрессивной, чем та, которая стояла на конвейере (ПАЗ-652) и та, которая готовилась на замену (ПАЗ-672). Однако поставить ее в массовый выпуск у завода не было шансов — на эту затею требовались большие деньги, да и план на уже выпускаемые модели «горел». В том же 1963-м году конструкторы перешли к проектированию совершенно другого автобуса — самого прогрессивного, самого передового — такого, который не потеряет актуальности спустя годы, когда на его конвейерное освоение все-таки выделят средства.
2. 1964 год: ПАЗ-665. 25 лет пути к конвейеру
Тот самый совершенно другой автобус, который начали разрабатывать сразу после «Макета-63», без труда узнает любой житель СНГ и не только. Первый опытный образец был готов уже к концу 1964 года — хотя настолько эти «пазики» привычны глазу, что никак не ассоциируются с чем-то, созданным полвека назад. Наследника этой модели, сходного внешне, но ощутимо отдалившегося технически, Павловский автобусный завод выпускает и по сей день, в 2019 году.
Наследника этой модели, сходного внешне, но ощутимо отдалившегося технически, Павловский автобусный завод выпускает и по сей день, в 2019 году.
К моменту создания он уже не был безымянным макетом, а получил индекс по государственному стандарту. ПАЗ-665 был совершенно новым словом в дизайне советских автобусов — вопреки предыдущему макетному образцу, его формы были лишены скруглений больших радиусов. Рубленый и строгий, по задумке авторов, он должен был гармонизировать с новой советской архитектурой, такой же прямолинейной и функциональной.
Но путь машины был тернистым: в 1967 году она имела небольшой успех на выставке в Ницце, затем ее положили «на полку», начав разрабатывать модели в другом, более совершенном дизайне. Затем к формам 665-го вернулись вновь, разработав похожий автобус на агрегатах ЗИЛ под индексом 3203. Однако москвичи отказались выделять свои агрегаты «периферийному» заводу и по требованию Минавтопрома страдальца перепроектировали еще раз под индексом 3205, уже на агрегатах грузовиков ГАЗ, фактически «откатившись» к конструкции ПАЗ-665.
От первых прототипов в 1964-м до рестайлинга 2014 года 1/4
От первых прототипов в 1964-м до рестайлинга 2014 года 2/4
От первых прототипов в 1964-м до рестайлинга 2014 года 3/4
От первых прототипов в 1964-м до рестайлинга 2014 года 4/4
Новинка была в целом готова к 1979 году, но застой в советской экономике отложил ее освоение еще на 10 лет. Таким образом, от первого образца до конвейерного выпуска прошло 25 лет — ровно четверть века.
3. 1969 год: ПАЗ «Турист-Люкс» 8,5 м
У большинства из тех, кто не вдавался детально в историю автопрома, при виде фото «Туриста-Люкс» возникают вопросы: это точно ПАЗ? Это точно 1969 год? Да и снова да.
«Турист-Люкс» на выставке «Автосервис-73»Стильный туристический лайнер решили строить после успеха ПАЗ-665Т во Франции. Впервые он появился в набросках дизайнера Марка Демидовцева в январе 1968 года. Весной закипела бурная работа и уже к ноябрю конструкторы изготовили комплект чертежей на опытный образец. На то время, учитывая сроки, это был поистине титанический труд, ведь никаких компьютеризированных систем проектирования в Советском Союзе еще не существовало. И уже к концу марта 1969 года в экспериментальном цехе построили первый ПАЗ «Турист-Люкс».
На то время, учитывая сроки, это был поистине титанический труд, ведь никаких компьютеризированных систем проектирования в Советском Союзе еще не существовало. И уже к концу марта 1969 года в экспериментальном цехе построили первый ПАЗ «Турист-Люкс».
Перечислять достоинства нового автобуса можно долго, особенно учитывая, какие модели на тот момент производились в СССР серийно. Машина состояла из пассажирского салона с анатомическими креслами, бара с умывальником и гардеробом и наконец отдельного багажного отсека, расположенного не в нижней части автобуса, как принято сейчас, а сзади.
1/2
2/2
Уже через месяц опытный «Турист» был отправлен в Европу в гости к капиталистам: машина побывала в Вене, Венеции, Милане и Ницце. На Автобусной неделе во Франции создателям «ПАЗика» вручили Большой приз президента, диплом «За техническое совершенство» и статуэтку «Золотая Ника».
Конец истории «Туриста» оказался более бесславным, чем можно представить. После триумфального возвращения его переделали, в 1971 году намеревались отправить в Монако на очередной конкурс, но в итоге оставили в СССР. В надежде освоить автобус в серии его значительно упростили, построили ряд модификаций в том же семействе, однако с каждым месяцем становилось все яснее, что никто не собирается выделять средства на новое производство.
После триумфального возвращения его переделали, в 1971 году намеревались отправить в Монако на очередной конкурс, но в итоге оставили в СССР. В надежде освоить автобус в серии его значительно упростили, построили ряд модификаций в том же семействе, однако с каждым месяцем становилось все яснее, что никто не собирается выделять средства на новое производство.
Впоследствии «Турист» принял участие в ряде советских выставок и даже снялся в художественной ленте «Развлечения для старичков» Андрея Разумовского, но все работы по проекту к тому времени уже были свернуты. Окончательную точку в этой истории ставит фото самого первого прототипа, сделанное в 1990-е: автобус, завоевавший любовь европейцев, погиб в разукомплектованном виде на внутренней территории Павловского завода.
4. 1971 год: ПАЗ-3202
На предыдущем снимке виден еще один автобус, выполненный в стилистике «Туриста», однако отличающийся меньшими габаритам. Какой еще уникальной модели было суждено сгинуть на задворках?
В 1970 году воодушевленные успехом на международной выставке инженеры ПАЗа принялись конструировать в той же стилистике и городской автобус, который имел значительно больше шансов попасть на конвейер. Машина по габаритам напоминала серийный ПАЗ-672, однако отличалась от него современным дизайном и повышенным комфортом. Что касается технической части, то в ней воплотился опыт работы над ПАЗ-665.
Машина по габаритам напоминала серийный ПАЗ-672, однако отличалась от него современным дизайном и повышенным комфортом. Что касается технической части, то в ней воплотился опыт работы над ПАЗ-665.
1/2
2/2
Серии 3202 не довелось побывать в Европе и получить престижные награды. Первый опытный автобус был построен весной в 1971 году и испытывался в пределах СССР. Еще одну подобную машину завод выполнил на полноприводном шасси, причем этому прототипу присвоили индекс 672К, формально причислив его к уже производящемуся семейству. Так в Павлово в последний раз попытались «протолкнуть» новую модель на конвейер. Безуспешно.
ПАЗ-672К5. 1990-е. Неоправдавшиеся надежды
Несмотря на то что автобусы ПАЗ-3205 все же были успешно освоены в массовом производстве в 1989 году, все понимали, что эта модель устарела еще до постановки на конвейер. В более-менее финальном виде она появилась еще на рубеже 1970-1980-х, а первые товарные образцы вручную строили для съезда ЦК КПСС еще в 1985-м.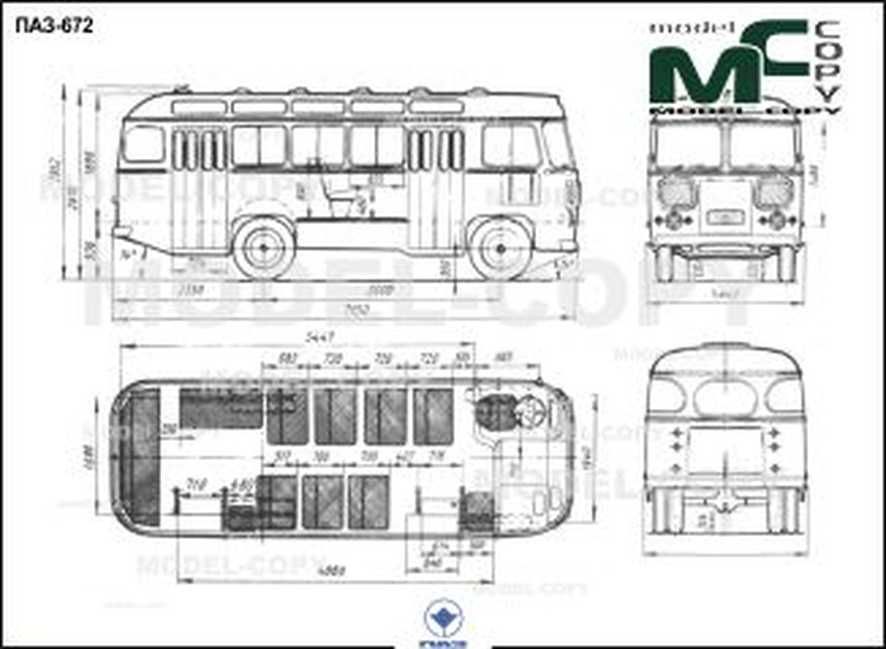 Едва автобус появился в отчетах завода о массовом выпуске, ему уже требовалась замена.
Едва автобус появился в отчетах завода о массовом выпуске, ему уже требовалась замена.
Конечно, к началу 90-х годов заводчане вряд ли могли представить, что их 3205-й в модернизированном виде будет производиться еще не одно десятилетие, поскольку перевозчики в регионах так и не смогут себе позволить ничего лучше. На тот момент разработчики были полны оптимизма и проектировали более комфортный, более крупный, более современный автобус, рассчитывая, что он будет востребован и в России, и за ее пределами.
К 1989 году был построен первый макет автобуса ПАЗ-3207, который выгодно отличался от 3205 не только более актуальным дизайном, но и увеличенными габаритами. К 1992 году, в тяжелейших экономических условиях, заводу удалось построить опытный образец, который снова испытал на себе павловское «проклятие» со странными индексами: к моменту изготовления его нарекли ПАЗ-7920, что вообще никак не расшифровывалось с точки зрения отраслевой системы, а обозначало просто его длину — 7 метров 92 сантиметра..jpg) Длина модели 3205, для сравнения, составляла ровно 7 метров.
Длина модели 3205, для сравнения, составляла ровно 7 метров.
Автобус был представлен на Московском автосалоне в 1992 году, в переделанном виде он участвовал в этой же выставке на следующий год. Перспективы его, впрочем, были вполне ясными и неутешительными: входящей в глубокий кризис постсоветской России было не до новых дорогостоящих машин. Идеи, заложенные в ПАЗ-7920, в малой части воплотились в восьмиметровом автобусе «Аврора». Его производство в 2002 году поручили Курганскому автобусному заводу, однако это, как принято говорить, уже совсем другая история.
Использованы материалы из следующих источников:
– «ПАЗ. История и современность» (Д. Дементьев, Н. Марков)
– Блог Николая Маркова
– Фотоархив Александра Новикова
– Автомодельное бюро Игоря Денисовца
– Архив В. Богданова
– Журнал «ГрузовикПресс»
– Веб-ресурсы Cardesign.ru, Cars.Photo, Gaz24.ru, RCForum, «Автобусный транспорт»
– Блог Юрия Дорошенко
Подписывайтесь на нас в Instagram:https://www. instagram.com/ruposters_ru/
instagram.com/ruposters_ru/
Шпонка. Шпоночный паз. | МеханикИнфо
Шпоночный материал предназначен для передачи крутящего момента с одной детали на другую. Препятствует вращению одной детали относительно другой. В зависимости от диаметра вала, на которые подгоняется шпонка, будет меняться её ширина и высота, а на валу – глубина шпоночного паза.
Шпоночные пазы на валу делают на фрезерном станке, а на другой детали, которая садится на вал (зубчатое колесо, втулка, полумуфта, муфта и т.д.) на долбежном станке (смотрите видео). Также возможно изготовление шпоночного паза на токарном станке (смотрите видео).
Существует несколько видов шпонок: призматические, клиновые, сегментные, цилиндрические и тангенциальные. Они могут быть как открытого, так и закрытого типа. Все они изготавливаются согласно стандартам ГОСТ, которые устанавливают размеры и предельные отклонение шпоночных пазов и шпонок:
Они могут быть как открытого, так и закрытого типа. Все они изготавливаются согласно стандартам ГОСТ, которые устанавливают размеры и предельные отклонение шпоночных пазов и шпонок:
ГОСТ 24071-97 – сегментные шпоночные пазы и шпонки;
ГОСТ 24068-80 – клиновые шпоночные пазы и шпонки;
ГОСТ 23360-78 – призматические шпоночные пазы и шпонки;
ГОСТ 10748-79 – призматические высокие шпоночные пазы и шпонки;
ГОСТ 24069-80 – тангенциальные нормальные шпоночные пазы и шпонки;
ГОСТ 12207-79 – цилиндрические шпоночные пазы и шпонки;
ГОСТ 8790-79 – призматические шпоночные пазы и шпонки с креплением на валу.
Материалом для шпонок могут служить различные сорта стали, чаще всего это углеродистые стали (Ст45, Ст60). Одним из главных условий, предъявляемых к шпонкам, является симметричность всех её боковых стенок, а также недопустима подгонка шпонки с заусеницами и забоинами.
Одним из главных плюсов шпонки является простота конструкции, надёжность и небольшая стоимость. Сборка такого рода соединения не занимает много времени.
Сборка такого рода соединения не занимает много времени.
Ниже вы можете ознакомится с таблицами размеров и предельных отклонение шпоночных пазов и шпонок.
Шпонка. Шпоночный паз. Виды, размеры и предельные отклонения.
Призматические шпонки по ГОСТ 23360-78.
Рис 1. Основные обозначения призматических шпонок и шпоночных пазов.
Таблица 1. Размеры и предельные отклонения призматических шпонок и шпоночных пазов по ГОСТ 23360-78.
| Диаметр вала d | Сечение шпонки bхh | Шпоночный паз | Длина l мм | ||||||||||
| Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | |||||||||||
| Свободное соединение | Номинальное соединение | Плотное соед. | Вал t1 | Втулка t2 | |||||||||
| Вал (Н9) | Втулка (D10) | Вал (N9) | Втулка (JS9) | Вал и втулка (Р9) | Ном.. | Ном. | Пред. откл. | не более | не менее | ||||
| Cв.12 до 17 » 17 » 22 | 5×5 6×6 | +0,030 | +0,078 +0,030 | 0 -0,030 | ±0,015 | -0,012 -0,042 | 3,0 3,5 | +0,1 0 | 2,3 2,8 | +0,1 0 | 0,25 0,25 | 0,16 0,16 | 10-56 14-70 |
| Св. 22 до 30 » 30 » 38 | 8×7 | +0,036 | +0,098 +0,040 | 0 -0,036 | ±0,018 | -0,015 -0,051 | 4,0 5,0 | +0,2 0 | 3,3 3,3 | +0,2 0 | 0,25 0,4 | 0,16 0,25 | 18-90 |
| 10×8 | 22-110 | ||||||||||||
Св. 38 до 44 38 до 44» 44 » 50 » 50 » 58 » 58 » 65 | 12×8 | +0,043 | +0,120 +0,050 | 0 -0,043 | ±0,021 | -0,018 -0,061 | 5,0 | 3,3 | 0,4 | 0,25 | 28-140 | ||
| 14×9 | 5,5 | 3,8 | 36-160 | ||||||||||
| 16×10 | 6,0 | 4,3 | 45-180 | ||||||||||
| 18×11 | 7,0 | 4,4 | 50-200 | ||||||||||
| Св. 65 до 75 » 75 » 85 » 85 » 95 | 20×12 | +0,052 | +0,149 +0,065 | 0 -0,052 | ±0,026 | -0,022 -0,074 | 7,5 | 4,9 | 0,6 | 0,4 | 56-220 | ||
| 22×14 | 9,0 | 5,4 | 63-250 | ||||||||||
| 24×14 | 9,0 | 5,4 | 70-280 | ||||||||||
.
Таблица 2. Предельные отклонения размеров (d + t1) и (d + t2).
| Высота шпонок | Предельное отклонение размеров | |
| d + t1 | d + t2 | |
| От 2 до 6 | 0 -0,1 | +0,1 0 |
| Св. 6 до 18 | 0 -0,2 | +0,2 0 |
| Св. 18 до 50 | 0 -0,3 | +0,3 0 |
.
Призматические шпонки с креплением на валу по ГОСТ 8790-79.Рис 2. Основные обозначения призматических шпонок с креплением на валу и шпоночных пазов.
Таблица 3. Размеры призматических шпонок с креплением на валу по ГОСТ 8790-79.
| Ширина b (h9) | Высота h (h21) | Радиус закругления r или фаска s1 x 45° | Диаметр d0 | Длина l2 | Длина l (h24) | Винты по ГОСТ 1491-80 | ||
| не менее | не более | от | до | |||||
| 8 | 7 | 0 25 | 0,40 | М3 | 7 | 25 | 90 | М3×8 |
| 10 | 8 | 0,40 | 0,60 | 8 | 25 | 110 | М3×10 | |
| 12 | М4 | 10 | 28 | 140 | М4×10 | |||
| 14 | 9 | М5 | 36 | 160 | М5×12 | |||
| 16 | 10 | М6 | 11 | 45 | 180 | М6×14 | ||
| 18 | 11 | 50 | 200 | |||||
| 20 | 12 | 0,60 | 0,80 | 56 | 220 | |||
| 22 | 14 | М8 | 16 | 63 | 250 | М8×20 | ||
| 25 | 70 | 280 | ||||||
| 28 | 16 | 80 | 320 | |||||
| 32 | 18 | М10 | 18 | 90 | 360 | М10×25 | ||
| 36 | 20 | 1,00 | 1,20 | 100 | 400 | |||
| 40 | 22 | М12 | 22 | 100 | 400 | М12×30 | ||
| 45 | 25 | 125 | 450 | |||||
.
Рис 3. Основные обозначения сегментных шпонок и шпоночных пазов.
Таблица 4. Размеры и предельные отклонения сегментных шпонок и шпоночных пазов по ГОСТ 8786-68.
| Диаметр вала d | Размеры шпонки b×h×D | Шпоночный паз | |||||||
| Передающих вращающий момент | Фиксирующих элементы | Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | |||||
| Вал t1 | Втулка t2 | ||||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | не менее | не более | ||||
| От 3 до 4 Св. 4 » 5 | От 3 до 4 Св. 4 » 6 | 1×1,4×4 1,5×2,6×7 | 1,0 1,5 | 1,0 2,0 | +0,1 0 | 0,6 0,8 | +0,1 0 | 0,08 | 0,16 |
Св. 5 » 6 5 » 6» 6 » 7 | Св. 6 » 8 » 8 » 10 | 2×2,6×7 2×3,7×10 | 2,0 | 1,8 2,9 | 1,0 1,0 | ||||
| Св. 7 до 8 | Св. 10 до 12 | 2,5×3,7×10 | 2,5 | 2,7 | 1,2 | ||||
| Св. 8 до 10 » 10 » 12 | Св. 12 до 15 » 15 » 18 | 3×5×13 3×6,5×16 | 3,0 | 3,8 5,3 | +0,2 0 | 1,4 1,4 | |||
| Св. 12 до 14 » 14 » 16 | Св. 18 до 20 » 20 » 22 | 4×6,5×16 4×7,5×19 | 4,0 | 5,0 6,0 | 1,8 1,8 | 0,16 | 0,25 | ||
| Св. 16 до 18 » 18 » 20 | Св. 22 до 25 » 25 » 28 | 5×6,5×16 5×7,5×19 | 5,0 | 4,5 5,5 | 2,3 2,3 | ||||
| Св. 20 до 22 | Св. 28 до 32 | 5×9×22 | 7,0 | +0,3 0 | 2,3 | ||||
Св. 22 до 25 22 до 25» 25 » 28 | Св. 32 до 36 » 36 » 40 | 6×9×22 6×10×25 | 6,0 | 6,5 7,5 | 2,8 2,8 | ||||
| Св. 28 до 32 | Св. 40 | 8×11×28 | 8,0 | 8,0 | 3,3 | +0,2 0 | 0,25 | 0,40 | |
| Св. 32 до 38 | Св. 40 | 10×13×32 | 10,0 | 10,0 | 3,3 | ||||
.
Клиновые шпонки по ГОСТ 24068-80.Рис 4. Основные обозначения клиновых шпонок и шпоночных пазов.
Таблица 5.1 Размеры и предельные отклонения клиновых шпонок и шпоночных пазов по ГОСТ 24068-80.
| Ширина b (h9) | Высота h (h21) | Радиус закругления r или фаска s1 x 45° | Длина l (h24) | Высота шпоночной головки | ||
| не менее* | не более | от | до | |||
| 2 | 2 | 0,16 | 0,25 | 6 | 20 | — |
| 3 | 3 | 6 | 36 | — | ||
| 4 | 4 | 8 | 45 | 7 | ||
| 5 | 5 | 0,25 | 0,40 | 10 | 56 | 8 |
| 6 | 6 | 14 | 70 | 10 | ||
| 8 | 7 | 18 | 90 | 11 | ||
| 10 | 8 | 0,40 | 0,60 | 22 | 110 | 12 |
| 12 | 8 | 28 | 140 | 12 | ||
| 14 | 9 | 36 | 160 | 14 | ||
| 16 | 10 | 45 | 180 | 16 | ||
| 18 | 11 | 50 | 200 | 18 | ||
| 20 | 12 | 0,60 | 0,80 | 56 | 220 | 20 |
| 22 | 14 | 63 | 250 | 22 | ||
| 25 | 14 | 70 | 280 | 22 | ||
| 28 | 16 | 80 | 320 | 25 | ||
| 32 | 18 | 90 | 360 | 28 | ||
| 36 | 20 | 1,00 | 1,20 | 100 | 400 | 32 |
| 40 | 22 | 100 | 400 | 36 | ||
| 45 | 25 | 110 | 450 | 40 | ||
| 50 | 28 | 125 | 500 | 45 | ||
| 56 | 32 | 1,60 | 2,00 | 140 | 500 | 50 |
| 63 | 32 | 160 | 500 | 50 | ||
| 70 | 36 | 180 | 500 | 56 | ||
| 80 | 40 | 2,50 | 3,00 | 200 | 500 | 63 |
| 90 | 45 | 220 | 500 | 70 | ||
| 100 | 50 | 250 | 500 | 80 | ||
.
Продолжение.
.
Таблица 5.2 Размеры и предельные отклонения клиновых шпонок и шпоночных пазов по ГОСТ 24068-80.
| Диаметр вала | Сечение шпонки bхh | Шпоночный паз | ||||||
| Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | ||||||
| Вал и втулка (D10) | Вал t1 | Втулка t2 | ||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | не менее | не более | |||
| От 6 до 8 | 2х2 | 2 | 1,2 | +0,1 0 | 0,5 | +0,1 0 | 0,08 | 0,16 |
| Св. 8 до 10 | 3х3 | 3 | 1,8 | 0,9 | ||||
Св.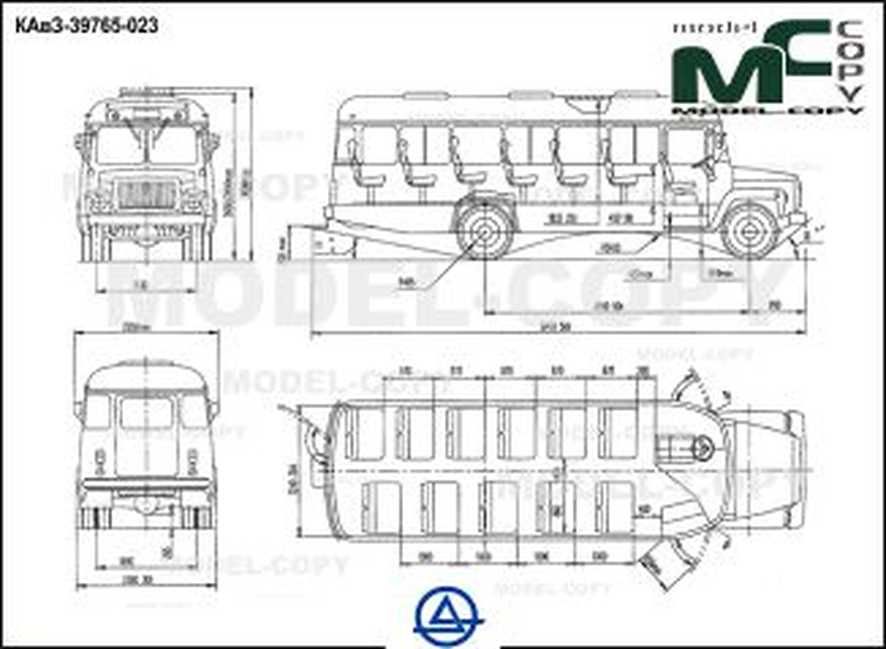 10 до 12 10 до 12 | 4х4 | 4 | 2,5 | 1,2 | ||||
| Св. 12 до 17 | 5х5 | 5 | 3,0 | 1,7 | 0,16 | 0,25 | ||
| Св. 17 до 22 | 6х6 | 6 | 3,5 | 2,2 | ||||
| Св. 22 до 30 | 8х7 | 8 | 4,0 | +0,2 0 | 2,4 | +0,2 0 | ||
| Св. 30 до 38 | 10х8 | 10 | 5,0 | 2,4 | 0,25 | 0,40 | ||
| Св. 38 до 44 | 12х8 | 12 | 5,0 | 2,4 | ||||
| Св. 44 до 50 | 14х9 | 14 | 5,5 | 2,9 | ||||
| Св. 50 до 58 | 16х10 | 16 | 6 | 3,4 | ||||
| Св. 58 до 65 | 18х11 | 18 | 7 | 3,4 | ||||
| Св. 65 до 75 | 20х12 | 20 | 7,5 | 3,9 | 0,40 | 0,60 | ||
Св. 75 до 85 75 до 85 | 22х14 | 22 | 9 | 4,4 | ||||
| Св. 85 до 95 | 25х14 | 25 | 9 | 4,4 | ||||
| Св. 95 до 110 | 28х16 | 28 | 10 | 5,4 | ||||
| Св. 110 до 130 | 32х18 | 32 | 11 | 6,4 | ||||
| Св. 130 до 150 | 36х20 | 36 | 12 | +0,3 0 | 7,1 | +0,3 0 | 0,70 | 1,00 |
| Св. 150 до 170 | 40х22 | 40 | 13 | 8,1 | ||||
| Св. 170 до 200 | 45х25 | 45 | 15 | 9,1 | ||||
| Св. 200 до 230 | 50х28 | 50 | 17 | 10,1 | ||||
| Св. 230 до 260 | 56х32 | 56 | 20 | 11,1 | 1,20 | 1,60 | ||
| Св. 260 до 290 | 63х32 | 63 | 20 | 11,1 | ||||
Св. 290 до 330 290 до 330 | 70х36 | 70 | 22 | 13,1 | ||||
| Св. 330 до 380 | 80х40 | 80 | 25 | 14,1 | 2,00 | 2,50 | ||
| Св. 380 до 440 | 90х45 | 90 | 28 | 16,1 | ||||
| Св. 440 до 500 | 100х50 | 100 | 31 | 18,1 | ||||
ОФОРМИТЬ ЗАКАЗ
Аренда автобуса Паз с водителем в Москве
Ежегодный выпуск дорогостоящих автобусных моделей не влияет на востребованность отечественных автобусов ПАЗ — они по-прежнему остаются популярным и удобным видом городского и пригородного транспорта. Посредством аренды автобуса ПАЗ можно легко и выгодно решить любую задачу пассажирских перевозок с высокой гарантией положительного результата. Компактные, маневренные и удобные автобусы этого формата одинаково хорошо чувствуют себя на городских проспектах, на междугородных трассах, на узких загородных дорогах. Неслучайно аренда автобуса паз с водителем так популярна среди компаний, предпринимателей, частных лиц.
Неслучайно аренда автобуса паз с водителем так популярна среди компаний, предпринимателей, частных лиц.
Эксплуатационные особенности аренды ПАЗ
Автобусы ПАЗ независимо от модификации — это современное, недорогое, надежное и неприхотливое ТС российского производства. Эти небольшие труженики обладают хорошей вместительностью и высокой проходимостью. За счет эргономичных габаритов авто просто незаменимо для осуществления городских и пригородных пассажирских перевозок. Разработка постоянных модернизаций бренда осуществляет улучшение потребительских характеристик, надежности, безопасности и уровня комфорта. Автобусы ПАЗ отличаются целым рядом присущих только им особенностей и положительных эксплуатационных преимуществ:
- благодаря компактным габаритам достигается хорошая маневренность на тесных улицах мегаполисов;
- вместительность до 30 человек делает модель пригодной для развозки по городу, области и региону;
- вместительность салона идеально дополняется его оптимальной комфортабельностью;
- для этого ТС состояние дороги и погодные условия не имеют решающего значения;
- демократичная ценовая линейка аренды является важнейшим достоинством.

Автобусы ПАЗ получили высокую популярность в виду своей практичности, полного соответствия требованиям безопасности и надежности. Авто может бесперебойно работать в сложных погодных условиях без нарушения функционала. Аренда ПАЗ позволяет качественно и гарантированно решать любые задачи пассажирских транспортировок на маршрутах разной протяженности. При этом цена аренды автобуса ПАЗ с водителем отличается выгодными значениями по отношению к качеству выполненной услуги.
Приоритеты выбора
Посредством аренды ПАЗ можно обеспечить трансфер в аэропорт, качественное транспортное сопровождение коллективных мероприятий, любых поездок от частного до рабочего назначения. Также оформить заказ автобуса ПАЗ актуально в случае:
Также оформить заказ автобуса ПАЗ актуально в случае:
- необходимости посадочных мест до 30 человек;
- доставка на малые и средние расстояния;
- служебной развозки, встречи гостей, перевозки школьников, спортсменов;
- при мероприятиях не представительского статуса;
- в случае поездки по грунтовым и труднодоступным дорогам;
- в случае необходимости надежного ТС по доступной цене.
Прокат ПАЗ — выгодная услуга для предприятий и частных лиц, так как обеспечивает оптимальный уровень комфорта при гарантированной надежности и безопасности. Сделав выбор в пользу аренды пазика, можно осуществить качественную перевозку пассажиров при минимальных финансовых затратах.
Крышка люка вентиляции ПАЗ-3205 СБ (аварийного выхода)
Купить Крышка люка вентиляции ПАЗ-3205 СБ (аварийного выхода) 3205-00-8104010-20 3205-8104010-20, от надежного импортера ООО «ПарадАвто-запчасти» в Республике Беларусь.
Данный товар пользуется большой популярностью у наших покупателей.
Лучший артикул для поиска согласно каталогов — 3205-8104010-20.
Данная запчасть применяется на следующих моделях:
.
Дополнительные характеристики Крышка люка вентиляции ПАЗ-3205 СБ (аварийного выхода):
- Код товара для быстрого заказа в https://paradavto.com — 0000013058 ;
- Количество в упаковке — ед. ;
- Изготовитель — ;
- Цвет — ;
- Состояние товара — ;
- Страна производитель — ;
- Тип запчасти — .
 ;
;Дополнительное описание к Крышка люка вентиляции ПАЗ-3205 СБ (аварийного выхода) —
Габариты (размеры) Крышка люка вентиляции ПАЗ-3205 СБ (аварийного выхода), хх (ВхШхД):
- Высота (глубина) — мм.;
- Ширина — мм.;
- Длина — мм.;
- Вес — кг.
Цена за Крышка люка вентиляции ПАЗ-3205 СБ (аварийного выхода) установлена на сайте справочно, точную стоимость надо уточнить у менеджера, при подтверждении заказа.
Гибкая система скидок на группу: 8104 Вентиляция кабины (кузова), позволит экономить вашему предприятию или компании. Рационально закупайте автомобильные запчасти для вашего автопарка.
Компания ООО «ПарадАвто-запчасти» является первым импортером автозапчастей для брендов: УАЗ, ПАЗ, ВАЗ, ГАЗ, КАМАЗ, МАЗ и других производителей. Что является гарантией качества поставляемых автомобильных запчастей на рынок Республики Беларусь.
Заменяемые артиклы других производителей изделия:
.
Почему прибыльно сотрудничать с ПарадАвто-запчасть как с надежным партнером?
- Широкий выбор по группе на все модели ВАЗ, УАЗ, ГАЗ, ПАЗ, КАМАЗ, МАЗ и другой отечественной автотехники;
- Первый поставщик запасных деталей с заводов России и СНГ в Республику Беларусь;
- Гибкая ценовая политика на автозапчасти;
- Отдельный менеджер для постоянных партнеров и оптовых покупателей, который работает непосредственно с автопарком клиента;
- Собственный склад в Минске и Борисове, отгрузка в любой регион Республики Беларусь;
- Оперативная и детальная обработка обращений и заявок покупателей;
- Возможность заказа и поставки редких автозапчастей согласно каталогов автопроизводителей;
- Работаем по безналичному и наличному расчету с НДС;
Квалифицированные менеджеры, приятное общение, качественные запчасти, согласованные сроки поставок и взаимовыгодные партнерские отношения — все это и есть ПарадАвто-запчасть.
Дополнительную информацию и цену о «Крышка люка вентиляции ПАЗ-3205 СБ (аварийного выхода) 3205-00-8104010-20 3205-8104010-20» можно получить по телефону у менеджера.
% PDF-1.7
%
105 0 объект
>
эндобдж
xref
105 79
0000000016 00000 н.
0000002445 00000 н.
0000002633 00000 н.
0000002677 00000 н.
0000002748 00000 н.
0000003892 00000 н.
0000003983 00000 н.
0000004118 00000 п.
0000004327 00000 н.
0000004504 00000 н.
0000004713 00000 н.
0000004890 00000 н.
0000005098 00000 н.
0000005275 00000 н.
0000005483 00000 н.
0000005660 00000 п.
0000005868 00000 н.
0000006045 00000 н.
0000006253 00000 н.
0000006430 00000 н.
0000006638 00000 н.
0000006815 00000 н.
0000007023 00000 н.
0000007200 00000 н.
0000007805 00000 н.
0000008454 00000 п.
0000008491 00000 п.
0000008605 00000 н.
0000008717 00000 н.
0000009234 00000 н.
0000009825 00000 н.
0000009920 00000 н.
0000010531 00000 п.
0000011178 00000 п.
0000025151 00000 п.
0000041679 00000 п. 0000058270 00000 п.
0000074697 00000 п.
00000 00000 п.
0000101338 00000 п.
0000101598 00000 н.
0000102148 00000 п.
0000102443 00000 н.
0000102810 00000 н.
0000103210 00000 н.
0000103612 00000 н.
0000104030 00000 н.
0000104410 00000 н.
0000104623 00000 н.
0000122680 00000 н.
0000132562 00000 н.
0000132594 00000 н.
0000132678 00000 н.
0000132710 00000 н.
0000135267 00000 н.
0000135299 00000 н.
0000137009 00000 н.
0000137041 00000 н.
0000138029 00000 н.
0000138061 00000 н.
0000142747 00000 н.
0000142779 00000 н.
0000146858 00000 н.
0000146890 00000 н.
0000149539 00000 н.
0000149571 00000 н.
0000212632 00000 н.
0000212671 00000 н.
0000213068 00000 н.
0000213410 00000 п.
0000215673 00000 н.
0000216101 00000 п.
0000216512 00000 н.
0000217193 00000 н.
0000219085 00000 н.
0000219507 00000 н.
0000219926 00000 н.
0000220849 00000 н.
0000001876 00000 н.
трейлер
] / Назад 1167711 >>
startxref
0
%% EOF
183 0 объект
> поток
hb«d`a`g`0`b @
0000058270 00000 п.
0000074697 00000 п.
00000 00000 п.
0000101338 00000 п.
0000101598 00000 н.
0000102148 00000 п.
0000102443 00000 н.
0000102810 00000 н.
0000103210 00000 н.
0000103612 00000 н.
0000104030 00000 н.
0000104410 00000 н.
0000104623 00000 н.
0000122680 00000 н.
0000132562 00000 н.
0000132594 00000 н.
0000132678 00000 н.
0000132710 00000 н.
0000135267 00000 н.
0000135299 00000 н.
0000137009 00000 н.
0000137041 00000 н.
0000138029 00000 н.
0000138061 00000 н.
0000142747 00000 н.
0000142779 00000 н.
0000146858 00000 н.
0000146890 00000 н.
0000149539 00000 н.
0000149571 00000 н.
0000212632 00000 н.
0000212671 00000 н.
0000213068 00000 н.
0000213410 00000 п.
0000215673 00000 н.
0000216101 00000 п.
0000216512 00000 н.
0000217193 00000 н.
0000219085 00000 н.
0000219507 00000 н.
0000219926 00000 н.
0000220849 00000 н.
0000001876 00000 н.
трейлер
] / Назад 1167711 >>
startxref
0
%% EOF
183 0 объект
> поток
hb«d`a`g`0`b @
Размеры облицовок кольцевых соединений — ASME B16.
 5
5Другие классы давления
150
| Класс 150 NPS | Паз No. | Шаг Диаметр P | Глубина E Примечание (1) | Ширина F | Радиус снизу R |
| R11 | 34,14 | 5,54 | 7,14 | 0,8 | |
| R12 | 39,67 | 6,35 | 8.74 | 0,8 | |
| R13 | 42,88 | 6,35 | 8,74 | 0,8 | |
| R14 | 44,45 | 6,35 | 8,74 | 0,8 | |
| 1 | R15 | 47,63 | 6,35 | 8,74 | 0,8 |
| R16 | 50,8 | 6,35 | 8,74 | 0,8 | |
| 1¼ | R17 | 57.15 | 6,35 | 8,74 | 0,8 |
| R18 | 60,33 | 6,35 | 8,74 | 0,8 | |
| 1½ | R19 | 65,07 | 6,35 | 8,74 | 0,8 |
| R20 | 68,27 | 6,35 | 8,74 | 0,8 | |
| R21 | 72,23 | 7,92 | 11. 91 91 | 0,8 | |
| 2 | R22 | 82,55 | 6,35 | 8,74 | 0,8 |
| R23 | 82,55 | 7,92 | 11,91 | 0,8 | |
| R24 | 95,25 | 7,92 | 11,91 | 0,8 | |
| 2½ | R25 | 101,6 | 6,35 | 8,74 | 0.8 |
| R26 | 101,6 | 7,92 | 11,91 | 0,8 | |
| R27 | 107,95 | 7,92 | 11,91 | 0,8 | |
| R28 | 111,13 | 9,53 | 13,49 | 1,5 | |
| 3 | R29 | 114,3 | 6,35 | 8,74 | 0,8 |
| R30 | 117.48 | 7,92 | 11,91 | 0,8 | |
| R31 | 123,83 | 7,92 | 11,91 | 0,8 | |
| R32 | 127 | 9,53 | 13,49 | 1,5 | |
| 3½ | R33 | 131,78 | 6,35 | 8,74 | 0,8 |
| R34 | 131,78 | 7,92 | 11. 91 91 | 0,8 | |
| R35 | 136,53 | 7,92 | 11,91 | 0,8 | |
| 4 | R36 | 149,23 | 6,35 | 8,74 | 0,8 |
| R37 | 149,23 | 7,92 | 11,91 | 0,8 | |
| R38 | 157,18 | 11,13 | 16,66 | 1,5 | |
| R39 | 161.93 | 7,92 | 11,91 | 0,8 | |
| 5 | R40 | 171,45 | 6,35 | 8,74 | 0,8 |
| R41 | 180,98 | 7,92 | 11,91 | 0,8 | |
| R42 | 190,5 | 12,7 | 19,84 | 1,5 | |
| 6 | R43 | 193,68 | 6.35 | 8,74 | 0,8 |
| R44 | 193,68 | 7,92 | 11,91 | 0,8 | |
| Класс 150 NPS | Паз No.  | Шаг Диаметр P | Глубина E Примечание (1) | Ширина F | Радиус снизу R |
| R45 | 211,12 | 7,92 | 11,91 | 0.8 | |
| R46 | 211,14 | 9,53 | 13,49 | 1,5 | |
| R47 | 228,6 | 12,7 | 19,84 | 1,5 | |
| 8 | R48 | 247,65 | 6,35 | 8,74 | 0,8 |
| R49 | 269,88 | 7,92 | 11,91 | 0,8 | |
| R50 | 269.88 | 11,13 | 16,66 | 1,5 | |
| R51 | 279,4 | 14,27 | 23.01 | 1,5 | |
| 10 | R52 | 304,8 | 6,35 | 8,74 | 0,8 |
| R53 | 323,85 | 7,92 | 11,91 | 0,8 | |
| R54 | 323,85 | 11,13 | 16. 66 66 | 1,5 | |
| R55 | 342,9 | 17,48 | 30,18 | 2,4 | |
| 12 | R56 | 381 | 6,35 | 8,74 | 0,8 |
| R57 | 381 | 7,92 | 11,91 | 0,8 | |
| R58 | 381 | 14,27 | 23.01 | 1,5 | |
| 14 | R59 | 396.88 | 6,35 | 8,74 | 0,8 |
| R60 | 406,4 | 17,48 | 33,32 | 2,4 | |
| R61 | 419,1 | 7,92 | 11,91 | 0,8 | |
| R62 | 419,1 | 11,13 | 16,66 | 1,5 | |
| R63 | 419,1 | 15,88 | 26.97 | 2,4 | |
| 16 | R64 | 454,03 | 6,35 | 8,74 | 0,8 |
| R65 | 469,9 | 7,92 | 11,91 | 0,8 | |
| R66 | 469,9 | 11,13 | 16,66 | 1,5 | |
| R67 | 469,9 | 17,48 | 30,18 | 2,4 | |
| 18 | R68 | 517. 53 53 | 6,35 | 8,74 | 0,8 |
| R69 | 533,4 | 7,92 | 11,91 | 0,8 | |
| R70 | 533,4 | 12,7 | 19,84 | 1,5 | |
| R71 | 533,4 | 17,48 | 30,18 | 2,4 | |
| 20 | R72 | 558,8 | 6,35 | 8.74 | 0,8 |
| R73 | 584,2 | 9,53 | 13,49 | 1,5 | |
| R74 | 584,2 | 12,7 | 19,84 | 1,5 | |
| R75 | 584,2 | 17,48 | 33,32 | 2,4 | |
| 24 | R76 | 673,1 | 6,35 | 8,74 | 0,8 |
| R77 | 692.15 | 11,13 | 16,66 | 1,5 | |
| R78 | 692,15 | 15,88 | 26,97 | 2,4 | |
| R79 | 692,15 | 20,62 | 36,53 | 2,4 | |
| Класс 150 NPS | Паз No. | Шаг Диаметр P | Глубина E Примечание (1) | Ширина F | Радиус снизу R |
Примечания:
(1) Высота выступающей части равна глубине размера канавки E, но на нее не распространяются допуски для E.Можно использовать прежний контур всего лица.
(2) Для кольцевых соединений с притертыми фланцами классов 300 и 600 вместо R31 используется номер кольца и канавки R30.
| Диаметр выступающей части, K | ||||||
| Класс 150 NPS | класс 300 NPS | класс 400 NPS | класс 600 NPS | Класс 900 NPS | Класс 1500 NPS | Класс 2500 NPS |
| 51 | 51 | 60.5 | 65 | |||
| 1/2 | 1/2 | 1/2 | 1/2 | |||
| 63,5 | 63,5 | 66,5 | 73 | |||
| 3/4 | 3/4 | 3/4 | 3/4 | |||
| 63,5 | 70 | 70 | 71,5 | 82,5 | ||
| 1 | 1 | 1 | 1 | 1 | ||
| 73 | 79..jpg) 5 5 | 79,5 | 81 | 102 | ||
| 1¼ | 1¼ | 1¼ | 1¼ | 1¼ | ||
| 82,5 | 90,5 | 90,5 | 92 | 114 | ||
| 1½ | 1½ | 1½ | 1½ | 1½ | ||
| 102 | 108 | 108 | 124 | 133 | ||
| 2 | 2 | 2 | 2 | 2 | ||
| 121 | 127 | 127 | 137 | 149 | ||
| 2½ | 2½ | 2½ | 2½ | 2½ | ||
| 133 | 146 | 146 | 156 | 168 | 168 | |
| 3 | 3 | 3 | 3 | 3 | 3 | |
| 154 | 159 | 159 | ||||
| 3½ | 3½ | 3½ | ||||
| 171 | 175 | 175 | 175 | 181 | 194 | 203 |
| 4 | 4 | 4 | 4 | 4 | 4 | 4 |
| 194 | 210 | 210 | 210 | 216 | 229 | 241 |
| 5 | 5 | 5 | 5 | 5 | 5 | 5 |
| 219 | 241 | 241 | 241 | 241 | 248 | 279 |
| 6 | 6 | 6 | 6 | 6 | 6 | 6 |
| 273 | 302 | 302 | 302 | 308 | 318 | 340 |
| 8 | 8 | 8 | 8 | 8 | 8 | 8 |
| 330 | 356 | 356 | 356 | 362 | 371 | 425 |
| 10 | 10 | 10 | 10 | 10 | 10 | 10 |
| 406 | 413 | 413 | 413 | 419 | 438 | 495 |
| 12 | 12 | 12 | 12 | 12 | 12 | 12 |
| 425 | 457 | 457 | 457 | 467 | 489 | |
| 14 | 14 | 14 | 14 | 14 | 14 | |
| 483 | 508 | 508 | 508 | 524 | 546 | |
| 16 | 16 | 16 | 16 | 16 | 16 | |
| 546 | 575 | 575 | 575 | 594 | 613 | |
| 18 | 18 | 18 | 18 | 18 | 18 | |
| 597 | 635 | 635 | 635 | 648 | 673 | |
| 20 | 20 | 20 | 20 | 20 | 20 | |
| 711 | 749 | 749 | 749 | 772 | 794 | |
| 24 | 24 | 24 | 24 | 24 | 24 | |
| Диаметр выступающей части, K | ||||||
| Приблизительное расстояние между фланцами, X | ||||||
| Класс 150 NPS | класс 300 NPS | класс 400 NPS | класс 600 NPS | Класс 900 NPS | Класс 1500 NPS | Класс 2500 NPS |
| 3 1/2 | 3 1/2 | 4 1/2 | 4 1/2 | |||
| 4 3/4 | 4 3/4 | 4 3/4 | 4 3/4 | |||
| 4 1 | 4 1 | 4 1 | 4 1 | 4 1 | ||
| 4 1¼ | 4 1¼ | 4 1¼ | 4 1¼ | 3 1¼ | ||
| 4 1½ | 4 1½ | 4 1½ | 4 1½ | 3 1½ | ||
| 4 2 | 6 2 | 5 2 | 3 2 | 3 2 | ||
| 4 2½ | 6 2½ | 5 2½ | 3 2½ | 3 2½ | ||
| 4 3 | 6 3 | 5 3 | 4 3 | 3 3 | 3 3 | |
| 4 3½ | 6 3½ | 5 3½ | ||||
| 4 4 | 6 4 | 6 4 | 5 4 | 4 4 | 3 4 | 4 4 |
| 4 5 | 6 5 | 6 5 | 5 5 | 4 5 | 3 5 | 4 5 |
| 4 6 | 6 6 | 6 6 | 5 6 | 4 6 | 3 6 | 4 6 |
| 4 8 | 6 8 | 6 8 | 5 8 | 4 8 | 4 8 | 5 8 |
| 4 10 | 6 10 | 6 10 | 5 10 | 4 10 | 4 10 | 6 10 |
| 4 12 | 6 12 | 6 12 | 5 12 | 4 12 | 5 12 | 8 12 |
| 3 14 | 6 14 | 6 14 | 5 14 | 4 14 | 6 14 | |
| 3 16 | 6 16 | 6 16 | 5 16 | 4 16 | 8 16 | |
| 3 18 | 6 18 | 6 18 | 5 18 | 5 18 | 8 18 | |
| 3 20 | 6 20 | 6 20 | 5 20 | 5 20 | 10 20 | |
| 3 24 | 6 24 | 6 24 | 6 24 | 6 24 | 11 24 | |
| Приблизительное расстояние между фланцами, X | ||||||
Общие примечания:
(a) Размеры указаны в миллиметрах, если не указано иное.
(b) Используйте размеры класса 600 от NPS 1/2 до NPS 3½ для класса 400.
(c) Используйте класс 1500 для размеров от NPS 1/2 до NPS 2½ для класса 900.
(d) Материалы прокладок кольцевого соединения должны соответствовать ASME B16.20.
(e) Кромка (периферия) каждого фланца кольцевого соединения должна быть помечена буквой R и соответствующим номером кольцевой канавки.
Примечания:
(1) Высота выступа равна глубине размера канавки E, но не подлежит допускам для E. Можно использовать прежний контур всей поверхности.
(2) Для кольцевых соединений с притертыми фланцами классов 300 и 600 вместо R31 используется номер кольца и канавки R30.
ДОПУСКИ:
E (глубина) +0,4 -0,0, F (ширина) ± 0,2, P (делительный диаметр) ± 0,13, R (радиус внизу) ≤ 2 + 0,8 -0,0,> 2 ± 0,8,
23 ° (угол) ± 1/2 °
Методы монтажа — Spira Manufacturing
Следующие темы описаны ниже:
- Стандартная канавка под уплотнительное кольцо
- Уголки с пазом
- Канавка под уплотнительное кольцо с ласточкиным хвостом
- Канавка под уплотнительное кольцо с клеем
- Канавка под уплотнительное кольцо с прижимными выступами
- Узкая канавка под уплотнительное кольцо
- Другие прокладки для монтажа в канавку
- Размеры паза
Также доступна информация о методах поверхностного монтажа.
Просмотреть техническое описание методов монтажа в формате pdf.
Обратите внимание: у нас есть документ о рентабельных канавках (в формате pdf), в котором объясняется, как выбрать лучшую канавку для вашего приложения. В этот документ включены спецификации и новая информация по всем четырем типам канавок, включая «прижимной выступ», который может быть очень рентабельным для формования или литья под давлением.
Прокладки Spira изготовлены из луженой бериллиевой меди или нержавеющей стали с пружинным покрытием. Преимущество использования этих материалов заключается в том, что прокладка действует как пружина, а отношение усилия к прогибу является линейным.Таким образом, если требуется один фунт, чтобы отклонить прокладку на 1% ее диаметра, потребуется 25 фунтов, чтобы отклонить прокладку на 25% ее диаметра, при условии, что стороны прокладки не будут стеснены во время сжатия. Это преимущество позволяет рассчитывать расстояние между крепежными деталями с довольно жесткими допусками. Во время прогиба во избежание повреждения прокладки, а также для использования преимущества линейности важно, чтобы стороны прокладки не стеснялись. Для этого все, кроме одной из следующих конструкций канавок, обеспечивают свободу бокового перемещения прокладки.Оптимальный прогиб составляет 25% диаметра прокладки, что сводит к минимуму остаточную деформацию при сжатии.
Во время прогиба во избежание повреждения прокладки, а также для использования преимущества линейности важно, чтобы стороны прокладки не стеснялись. Для этого все, кроме одной из следующих конструкций канавок, обеспечивают свободу бокового перемещения прокладки.Оптимальный прогиб составляет 25% диаметра прокладки, что сводит к минимуму остаточную деформацию при сжатии.
При правильной конструкции можно получить значительную экономию за счет снижения затрат на крепеж и техническое обслуживание крепежа. Эта экономия, в свою очередь, может с лихвой окупить стоимость прокладки, а также повысить производительность и надежность в течение всего срока службы системы. Для получения дополнительной информации см. Как рассчитать расстояние между крепежными деталями.
Информация о приложении
Возможна установка прокладок следующих типов:
Исследование влияния размеров канавок на микроструктуру и механические свойства поверхностных композитов AA6063 / SiC, полученных с помощью обработки трением с перемешиванием

Miracle D B, Compos Sci Technol 65 (2005) 2526.
Статья Google ученый
Hashim J, Looney L и Hashmi M S J, J Mater Process Technol 92 — 93 (1999) 1.
Артикул Google ученый
Abdizadeh H, Ebrahimifard R, and Baghchesara M. A, Compos Part B Eng 56 (2014) 217.
Артикул Google ученый
Banhart J, Prog Mater Sci 46 (2001) 559.
Статья Google ученый
Гош С. К. и Саха П., Mater Des 32 (2011) 139.
Статья Google ученый
Xu J, Zou B, Tao S, Zhang M и Cao X, J Сплавы Compd 672 (2016) 251.
Google ученый
Мишра Р. С. и Махони М. В., Сварка и обработка трением с перемешиванием , ASM International (2007).
Mishra R S, and Ma Z Y, Mater Sci Eng R Rep 50 (2005) 1.
Артикул Google ученый
Mishra R S, Ma Z Y и Charit I, Mater Sci Eng A 341 (2003) 307.
Статья Google ученый
Томас В. М., TWI, редактор 1991: США
Хадеми А. Р. и Афсари А., Trans Indian Inst Met (2016). DOI: 10.1007 / s12666-016-0912-x
Nia A A, and Nourbakhsh S. H, Trans Indian Inst Met 69 (2016) 1435.
Артикул Google ученый
Акрамифард Х. Р., Шаманян М., Саббагиан М. и Эсмаилзаде М., Mater Des (1980–2015) 54 (2014) 838.
Статья Google ученый
Захматкеш Б. и Энаяти М. Х., Mater Sci Eng A 527 (2010) 6734.
Статья Google ученый
Shafiei-Zarghani A, Kashani-Bozorg S F и Hanzaki A Z, Одежда 270 (2011) 403.
Статья Google ученый
Девараджу А., Кумар А., Кумарасвами А. и Котиверачари Б., Mater Des 51 (2013) 331.
Статья Google ученый
Сахрейнеджад С., Изади Х. , Хагшенас М., Герлих А. П., Mater Sci Eng A 626 (2015) 505.
, Хагшенас М., Герлих А. П., Mater Sci Eng A 626 (2015) 505.
Артикул Google ученый
Паланивел Р., Динахаран И., Лаубшер Р. Ф. и Давим Дж. П., Mater Des 106 (2016) 195.
Статья Google ученый
Сатискумар Р., Муруган Н., Динахаран И. и Виджай С. Дж., Mater Des 55 (2014) 224.
Статья Google ученый
Рати С., Махешвари С., Сиддик А. Н., Шривастава М. и Шарма С. К., in Proc Materials Today , Elsevier (2016).
Шоджаифард М. Х., Акбари М., Халхали А. и Асади П., in Proceedings of the Institution of Mechanical Engineers, Part L Journal of Materials Design and Applications (2016). DOI: 10.1177 / 1464420716642471.
Редди Г. М., Рао А. С. и Рао К. С., Trans Indian Inst Met 66 (2013) 13.
Артикул Google ученый
Шоджаифард М. Х., Акбари М., Асади П. и Халхали А., Int J Adv Manuf Technol (2016). DOI: 10.1007 / s00170-016-9853-0.
Сатискумар Р., Муруган Н., Динахаран И. и Виджай С. Дж., Матер Чаракт 84 (2013) 16.
Артикул Google ученый
Рати С., Махешвари С., Сиддик А. Н. и Шривастава М., Def Technol (2016). DOI: 10.1016 / j.dt.2016.11.003.
Ma Z Y, Metall Mater Trans A 39 (2008) 642.
Статья Google ученый
Dolatkhah A, Golbabaei P, Givi M B и Molaiekiya F, Mater Des 37 (2012) 458.
Артикул Google ученый
Dinaharan I, J Asian Ceram Soc 4 (2016) 209.
Статья Google ученый
Шахраки С., Хорасани С., Бенаг Р. А., Фотухи Ю. и Бисади Х., Металл Матер Транс Б 44 (2013) 1546.
Статья Google ученый
Проверка шкивов и барабановПравильное обслуживание оборудования, на котором работают канаты, имеет важное значение для срока службы канатов.Изношенные канавки, плохое выравнивание шкивов и изношенные детали, приводящие к ударным нагрузкам и чрезмерной вибрации, будут иметь ухудшающий эффект. Шкивы следует периодически проверять на предмет износа канавок, который может вызвать защемление, истирание и защемление веревки. Плохое выравнивание шкивов приведет к износу каната и износу фланца шкива.Это следует немедленно исправить. Чрезмерный износ подшипников шкива может вызвать усталость каната из-за вибрации. Большой угол наклона каната приведет к сильному истиранию каната при намотке на барабан. Кроме того, канат скатывается в канавку шкива, создавая крутящий момент и скручивание, что может привести к сильному скручиванию и возникновению птичьих клеток. | Размер радиуса канавкиСамым первым элементом, который необходимо проверить при осмотре шкивов и барабанов, является состояние канавок.Для проверки размера, контура и степени износа используется калибр для канавок. Обычно используются два типа толщиномеров, и важно отметить, какой из них используется. Для новых или повторно обработанных канавок, а также для проверки пригодности новых канатов калибр канавок должен быть на 1% больше максимально допустимого плюсового допуска нового каната; в качестве альтернативы канавка шкива должна быть на 1% больше фактического диаметра каната, предназначенного для установки. Многие калибры канавок, представленные на рынке, являются так называемыми «непроходящими» калибрами и изготавливаются с номинальным значением плюс 1/2 допустимого троса плюс допуск. Если вы используете эти калибры, убедитесь, что существующий трос МЕНЬШЕ, чем этот калибр. Канат, работающий даже в канавке небольшого размера, быстрее изнашивается и может образовывать птичьи клетки. |
 Если на канавке видны следы каната, шкив необходимо заменить или заново обработать и снова закалить. То же самое следует проделать и с барабанами, показывающими похожий эффект.
Если на канавке видны следы каната, шкив необходимо заменить или заново обработать и снова закалить. То же самое следует проделать и с барабанами, показывающими похожий эффект. Эти два параметра различаются процентным соотношением к номинальному диаметру каната.
Эти два параметра различаются процентным соотношением к номинальному диаметру каната.Использование МКЭ для определения оптимальных размеров канавок, обеспечивающих наименее напряженное соединение между циркониевым колпачком и облицовочной керамикой
. 2018 23 ноября; 11 (12): 2360.
DOI: 10.3390 / ma11122360.
2018 23 ноября; 11 (12): 2360.
DOI: 10.3390 / ma11122360.Принадлежности Расширять
Принадлежности
- 1 Кафедра протезирования зубов, Медицинский университет Лодзи, ул.Pomorska 251, 92-213 Лодзь, Польша. [email protected].
- 2 Отдел исследования материалов, Институт материаловедения и инженерии Технологического университета, ул. Стефановского 1/15, 90-924 Лодзь, Польша. [email protected].
- 3 Кафедра сопротивления материалов Технологического университета, ул. Стефановского 1/15, 90-924 Лодзь, Польша. [email protected].
Элемент в буфере обмена
Beata Śmielak et al.Материалы (Базель). .
Бесплатная статья PMC Показать детали Показать вариантыПоказать варианты
Формат АннотацияPubMedPMID
.2018 23 ноября; 11 (12): 2360. DOI: 10.3390 / ma11122360.Принадлежности
- 1 Кафедра протезирования зубов, Медицинский университет Лодзи, ул. Pomorska 251, 92-213 Лодзь, Польша. [email protected].
- 2 Отдел исследования материалов, Институт материаловедения и инженерии Технологического университета, ул.Стефановского 1/15, 90-924 Лодзь, Польша. [email protected].
- 3 Кафедра сопротивления материалов Технологического университета, ул. Стефановского 1/15, 90-924 Лодзь, Польша. [email protected].
 Pomorska 251, 92-213 Лодзь, Польша.
Pomorska 251, 92-213 Лодзь, Польша. Элемент в буфере обмена
Полнотекстовые ссылки Опции CiteDisplayПоказать варианты
Формат АннотацияPubMedPMID
Абстрактный
Предпосылки: Изучить влияние колпачка с бороздками различной ширины и глубины на качество соединения с керамикой. Методы: Десять прямоугольных образцов из спеченного диоксида циркония (3Y-TZP) были протравлены неодимовым лазером Nd: YAG. Затем с помощью профилометра проверяли глубину и расстояние между канавками. Профиль надреза использовался для проектирования форм и расстояния между канавками на основе метода конечных элементов (МКЭ), имитирующего диоксид циркония. Были смоделированы следующие ситуации: увеличение ширины канавки со 100% до 180% и глубины с 40% до 80%; и 40% глубины и ширины. Результат: Увеличение ширины базовой линии на 10% привело к незначительному снижению деформации в соединении.Дальнейшее увеличение этого размера привело к увеличению деформации на 50% при увеличении ширины на 40%. Увеличение глубины канавки на 40% снижает уровень деформации на 13%, а увеличение глубины канавки на 80% снижает уровень деформации на 22%. Одновременное углубление и расширение канавки на 40% не оказало существенного влияния на уровень деформации. Заключение: Сохранение ширины дна канавки при увеличении глубины дает меньше преимуществ, чем углубление и сужение дна канавки.
Ключевые слова: МКЭ; облицовочная керамика; цирконий.
Заявление о конфликте интересов
Авторы заявляют об отсутствии конфликта интересов.
Цифры
Рисунок 1
Форма и распределение…
Рисунок 1
Форма и распределение насечек на поверхности образца из диоксида циркония.
Рисунок 1Форма и распределение насечек на поверхности образца из диоксида циркония.
Рисунок 2
Профиль насечки на образце…
Рисунок 2
Профиль надреза на поверхности образца из диоксида циркония.
фигура 2Профиль надреза на поверхности образца из диоксида циркония.
Рисунок 3
Форма и расположение канавок,…
Рисунок 3
Форма и расположение канавок, а также предельные условия, принятые для…
Рисунок 3Форма и расположение канавок, а также предельные условия, принятые для расчетов на основе модели FEM.
Рисунок 4
Распределение давления на колпачке…
Рисунок 4
Распределение давления на копирующей поверхности и увеличенное изображение кромки…
Рисунок 4Распределение давления на копирующей поверхности и увеличенное изображение края первой бороздки.σcont max = 45 МПа.
Рисунок 5
Значения поверхностного давления на…
Рисунок 5
Значения поверхностного давления на первой выемке в зависимости от ширины образца.
Рисунок 5.Значения поверхностного давления на первой выемке в зависимости от ширины образца.
Рисунок 6
Распределение давления на колпачке…
Рисунок 6
Распределение давления по копирующим поверхностям и увеличение поверхности…
Рисунок 6Распределение давления на копируемых поверхностях и увеличение поверхности первой канавки.σcont max = 39 МПа.
Рисунок 7
Распределение давления копируемых поверхностей…
Рисунок 7
Распределение давления копирующих поверхностей и увеличение поверхности первой…
Рисунок 7Распределение давления копирующих поверхностей и увеличение поверхности первой канавки.σcont max = 35 МПа.
Рисунок 8
Распределение давления колпачка…
Рисунок 8
Распределение давления копирующих поверхностей и увеличение поверхности…
Рисунок 8Распределение давления копирующих поверхностей и увеличение поверхности первой канавки.σcont max = 41 МПа.
Все фигурки (8)
Похожие статьи
- Использование метода конечных элементов (МКЭ) для определения оптимального угла приложения силы по отношению к канавкам, вырезанным в циркониевом колпачке с целью снижения нагрузки на соединение с облицовочной керамикой.
Mielak B, Klimek L, winiarski J. Śmielak B, et al. Biomed Res Int. 1 июля 2019 г .; 2019 г .: 7485409. DOI: 10.1155 / 2019/7485409. Электронная коллекция 2019. Biomed Res Int. 2019. PMID: 31355280 Бесплатная статья PMC.
- Прочность сцепления облицовочной керамики с циркониевым сердечником при сдвиге после различных обработок поверхности.
Кирмали О, Акин Х, Оздемир А.К.Кирмали О. и др. Photomed Laser Surg. 2013 июн; 31 (6): 261-8. DOI: 10.1089 / pho.2013.3487. Photomed Laser Surg. 2013. PMID: 23741995 Клиническое испытание.
- Влияние обработки поверхности плавиковой кислотой и прочности связи циркониевой облицовочной керамики.
Чайябутр Й., Макгоуэн С., Филлипс К.М., Койс Дж. К., Джордано Р.А. Chaiyabutr Y, et al. J Prosthet Dent.2008 сентябрь; 100 (3): 194-202. DOI: 10.1016 / S0022-3913 (08) 60178-X. J Prosthet Dent. 2008 г. PMID: 18762031
- [Исследование совместимости стабилизированного оксидом иттрия каркаса из диоксида циркония, приклеенного к соответствующей облицовочной керамике].
Инь Дж.Й., Чжан З.Т., Ай Х.Дж., Си В.Дж., Бао Ю. Инь JY и др. Хуа Си Коу Цян И Сюэ За Чжи. 2009 декабрь; 27 (6): 669-72. Хуа Си Коу Цян И Сюэ За Чжи.2009 г. PMID: 20077908 Китайский язык.
- Профили остаточных напряжений в облицовочной керамике каркасов из Y-TZP, глинозема и ZTA: измерение сверлением отверстий.
Фукусима К.А., Садун М.Дж., Цезарь П.Ф., Майнджот А.К. Фукусима К.А. и др. Dent Mater. 2014 Февраль; 30 (2): 105-11. DOI: 10.1016 / j.dental.2013.10.005. Epub 2013 12 ноября. Dent Mater. 2014 г. PMID: 24238558
Процитировано
2 статей- Численный анализ прочности связи между двумя метакриловыми полимерами путем модификации поверхности.
Taczała J, Rak K, Sawicki J, Krasowski M. Taczała J, et al. Материалы (Базель). 14 июля 2021 г .; 14 (14): 3927. DOI: 10.3390 / ma14143927. Материалы (Базель). 2021 г. PMID: 34300844 Бесплатная статья PMC.
- Использование метода конечных элементов (МКЭ) для определения оптимального угла приложения силы по отношению к канавкам, вырезанным в циркониевом колпачке с целью снижения нагрузки на соединение с облицовочной керамикой.
Mielak B, Klimek L, winiarski J. Śmielak B, et al. Biomed Res Int. 1 июля 2019 г .; 2019 г .: 7485409. DOI: 10.1155 / 2019/7485409. Электронная коллекция 2019. Biomed Res Int. 2019. PMID: 31355280 Бесплатная статья PMC.
использованная литература
- Балдиссара П., Ллукасей А., Чокка Л., Валандро Ф.Л., Скотти Р. Прозрачность циркониевых колпачков, изготовленных с помощью различных систем CAD / CAM. J. Prosthet. Вмятина. 2010; 104: 6–12. DOI: 10.1016 / S0022-3913 (10) 60086-8. — DOI — PubMed
- Граната С., Mainjot A., Vanheusden A. Подгонка одиночных колпачков из диоксида циркония: сравнение различных производственных процессов. J. Prosthet. Вмятина. 2011; 105: 249–255. DOI: 10.1016 / S0022-3913 (11) 60040-1. — DOI — PubMed
- Эйхлер А.Тетрагональный оксид циркония, легированный Y: структура и ионная проводимость. Phys. Ред. Б. 2001; 64: 174103. DOI: 10.1103 / PhysRevB.64.174103. — DOI
- Коэльо П.Г., Сильва Н.Р., Буфанте Э.А., Угадай П.С., Рекоу Э.Д., Томпсон В.П. Испытания на усталость двух систем цельнокерамических коронок из фарфора и циркония.Вмятина. Матер. 2009. 25: 1122–1127. DOI: 10.1016 / j.dental.2009.03.009. — DOI — PubMed
- Стударт А.Р., Фильзер Ф., Кохер П., Люти Х., Гауклер Л.Дж. Циклическая усталость в воде композитов винир-каркас для цельнокерамических зубных мостов. Вмятина. Матер. 2007. 23: 177–185. DOI: 10.1016 / j.dental.2006.01.011. — DOI — PubMed
Показать все 41 упоминание
Конструкция канавки под уплотнительное кольцо
| Диаметр Сжать (Минимум) | Глубина сальника | Ширина паза +/-.003 | Диаметр Зазор (Максимум) | |||||||||
| Унифицированное тире Номер | Фактическое значение Поперечное сечение Диаметр | Динамический 1 | Статический | Динамический 1 +.000 -.001 | Статический +.000 -.004 | Нет Резервное Кольцо | Один Резервный Кольцо | Два Резервные Кольца | 500 фунтов / кв. Дюйм | 1500 фунтов на квадратный дюйм | Эксцентриситет (максимум) | Радиус |
| F | G | D | R | |||||||||
| -.001 | 0,040 +,003 | .004 | .006 | 0,033 | 0,031 | 0,056 | – | – | .005 | .0025 | .002 | 0,010 |
| -.002 | 0,050 +,003 | .005 | .008 | 0,042 | 0,039 | 0,070 | – | – | .006 | .003 | .002 | 0,010 |
| -.003 | .060 +.003 | .009 | .009 | 0,051 | 0,048 | 0,084 | – | – | .007 | .0035 | .002 | 0,016 |
| -.004 по -.050 | .070 +.003 | .007 | .011 | 0,060 | 0,056 | 0,098 | .140 | . 207 | .008 | .004 | .002 | 0,016 |
| -.102 через -178 | .103 +.003 | 0,010 | 0,015 | 0,090 | 0,085 | .144 | ,173 | .240 | .009 | .004 | .002 | 0,016 |
| -201 через -284 | .139 +.004 | 0,014 | 0,021 | .121 | .114 | .195 | . 210 | .277 | 0,010 | .006 | .003 | 0,031 |
| -.309 через -.395 | .210 +.005 | 0,021 | 0,032 | . 184 | ,173 | ,294 | .313 | . 412 | .011 | .007 | .004 | 0,031 |
| -425 по -.475 | ,275 +,006 | 0,028 | 0,042 | . 241 | . 227 | .385 | .410 | . 540 | 0,012 | .008 | .005 | 0,047 |
Примечание 1. Следующие размеры обычно не рекомендуются для динамического обслуживания:
[-001–003] [-013–050] [-117–118] [-223–284] [350–395] [-164–475]
Примечание 2. Указанные зазоры основаны на 70 значениях твердомера.
Примечание 3. МДП между канавкой и прилегающей опорной поверхностью.Поверхности и углы не должны иметь следов инструмента и царапин.
Пример расчетов для определения размеров канавки под уплотнительное кольцо:
Пример уплотнения штока
Дано:
Диаметр стержня C = .500
Уплотнительное кольцо Поперечное сечение W = 3/32 номинальное
Динамическое приложение
Резервное копирование не требуется
Определить:
Размер уплотнительного кольца = AS-568-112 (номинальные размеры 1/2 ID x 3/32 Вт)
Глубина сальника F =.090 +.000 -.001 (из таблицы)
Ширина паза G = .144 +/-. 003 (из таблицы)
Сальник штока D = C + 2F = 0,500 + 2 x 0,090 = 0,680
Пример уплотнения поршня
Дано:
Диаметр цилиндра A = 1.000
Поперечное сечение уплотнительного кольца W = 1/8 номинала
Статическое приложение
Резервное копирование не требуется
Определить:
Размер уплотнительного кольца = AS-568-210 (номинальные размеры 1 OD x 1/8 Вт)
Глубина сальника F =.114 + .000 — .004 (из диаграммы)
Ширина паза G = .195 +/-. 003 (из таблицы)
Сальник штока D = A — 2F = 1.000-2 x .114 = .772
.